Ეს სტატია შეესაბამება კომბინირებულ საწმენდ რეჟიმს.
1. გადართვა საწმენდ სისტემაზე
Გადართვის ინტერფეისზე გადასაყვანად დააწკაპუნეთ ნარინჯისფერ ღილაკზე ზედა მარჯვენა კუთხეში. მიჰყით ეკრანზე მოცემულ ინსტრუქციებს, დააწკაპუნეთ "გაგრძელება", რათა სისტემა საწმენდ რეჟიმში გადაირთოს, ან დააწკაპუნეთ "დაბრუნება", რათა დარჩეთ შედუღების რეჟიმში.
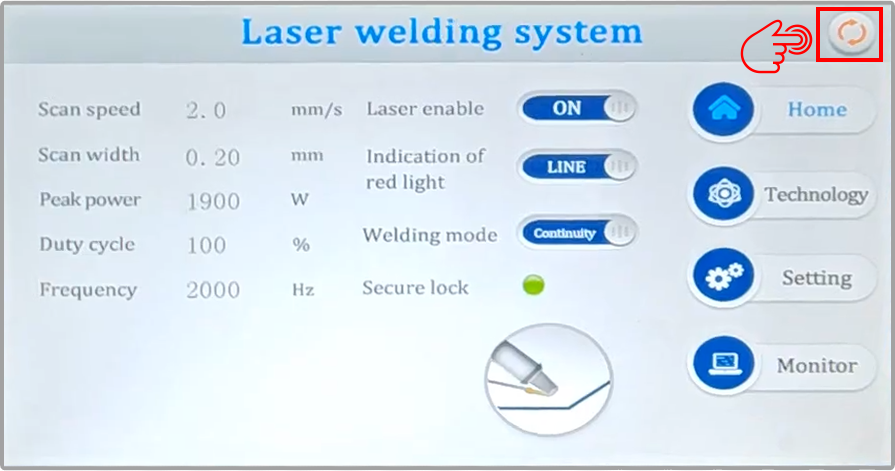
Სურათი 1. დააწკაპუნეთ ნარინჯისფერ ღილაკზე ზედა მარჯვენა კუთხეში.
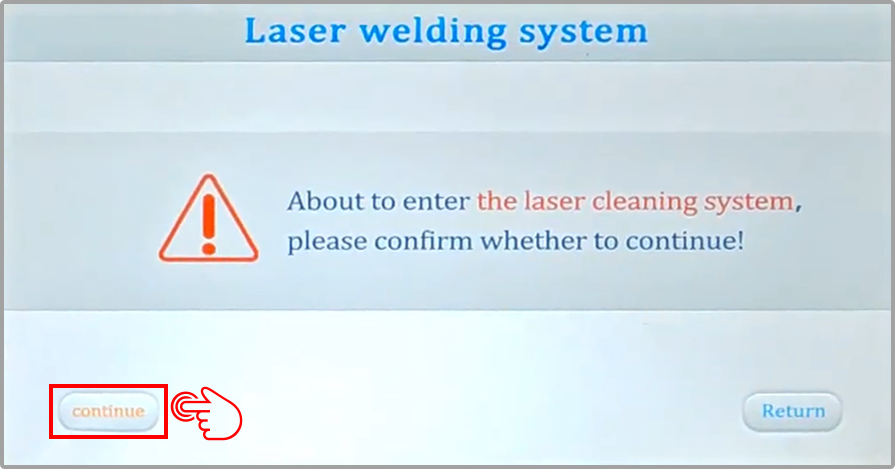
Სურათი 2. დააწკაპუნეთ "გაგრძელება" საწმენდ რეჟიმში გადასართველად.
Სურათი 3. გამორთვა და ხელახლა ჩართვა.
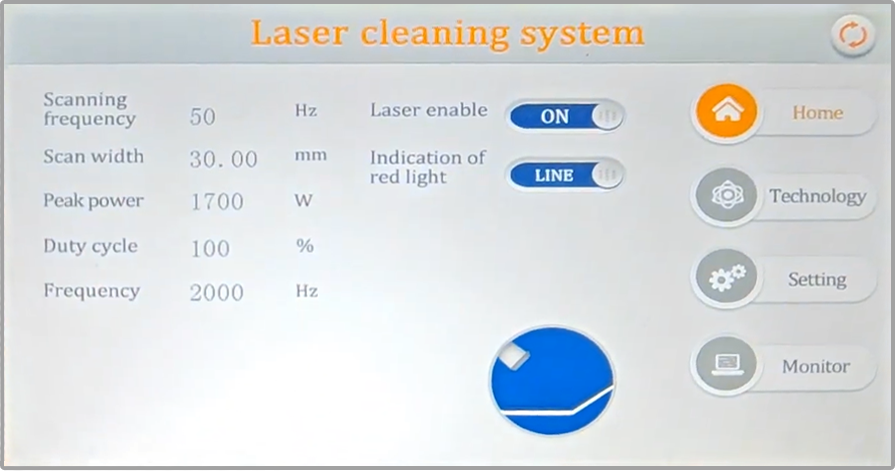
Სურათი 4. საწმენდი რეჟიმის ინტერფეისი.
2. შეცვალეთ შესაბამისი ფოკუსირების ლინზით
Სხვადასხვა მოდელის კამერები იყენებენ სხვადასხვა ლინზებს. გთხოვთ, აირჩიოთ მინიშნებების მიხედვით. ჯერ დააწკაპუნეთ "Setting" (პარამეტრები), რათა შეხვიდეთ პარამეტრების ინტერფეისში, შემდეგ დააწკაპუნეთ "Gunhead model" (ჭრის თავის მოდელი), რათა შეხვიდეთ ლინზის არჩევის მენიუში და შემდეგ დაამაგრეთ შესაბამისი ფოკუსირების ლინზა.
Პარამეტრების ინტერფეისის პაროლია: 123456
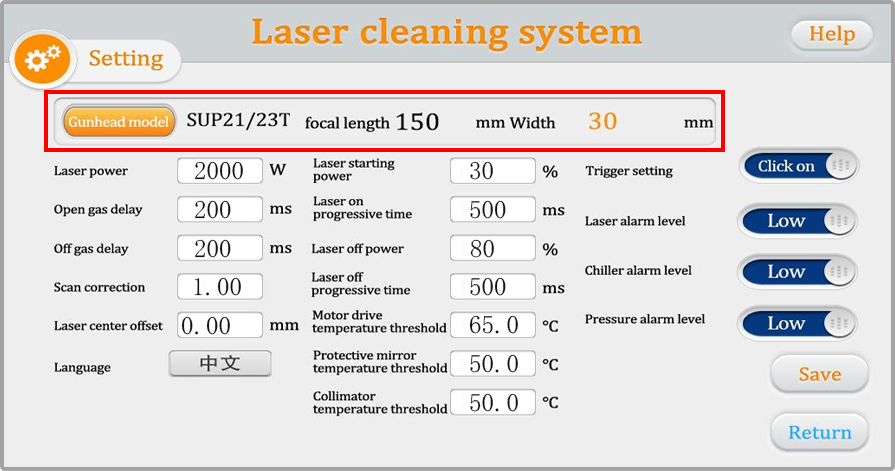
Ნახაზი 5. გასუფთავების რეჟიმის ინტერფეისი.
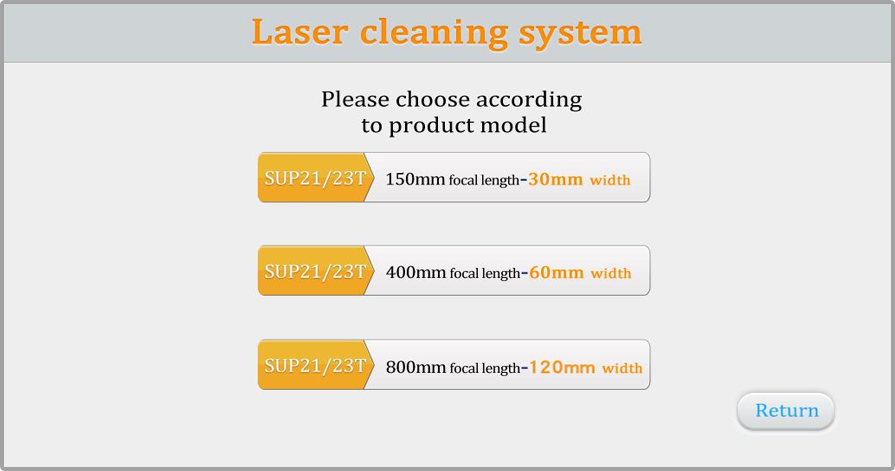
Ნახაზი 6. ლინზის სპეციფიკაციები.
Როგორც ნაჩვენებია ნახაზზე, სკანირების სიგანე განისაზღვრება შედუღების ნალუქის მოდელით და ფოკუსირების ლინზით.
SUP23T-ს მაგალითზე:
F150 ფოკუსირების ლინზის გამოყენებით, მაქსიმალური გასუფთავების სიგანე 30მმ-ია;
F400 ფოკუსირების ლინზის გამოყენებით, სუფთავების მაქსიმალური სიგანე 60 მმ-ია;
F800 ფოკუსირების ლინზის გამოყენებით, სუფთავების მაქსიმალური სიგანე 120 მმ-ია.

ამოიღეთ შემაჯდენი ნაწილი ჭურჭლის თავის წინ
SUP23T-ს შემთხვევაში ჭკუნის ამოსაღებად უნდა გააფართოთ მხარის საბურავი;
sUP21T-ს შემთხვევაში ჭკუნის ამოსაღებად უნდა გააფართოთ ზედა საფარის საბურავი.

Ნახაზი 7. ამოიღეთ შემაჯდენი საბურავები.
4. სუფთავების პროცესი
Ქვემოთ მოცემული სურათის მიხედვით, შეცვალეთ პარამეტრები თქვენი მანქანის კონფიგურაციისა და გამოყენების მოთხოვნების შესაბამისად, შემდეგ შეინახეთ და შეიტანეთ.
(შეცვალე - შეინახე - შეიტანე - დაბრუნდი)
Სკანირების სიხშირე: ძრავის ოსცილაციის სიჩქარე, დიაპაზონი 10-100 ჰც, რეკომენდებული მნიშვნელობა 80 ჰც;
Სკანირების სიგანე: ლაზერული ლაქის სკანირების სიგანე, დამოკიდებულია თქვენი მოდელისთვის გამოყენებული ლინზის სპეციფიკაციებზე და აირჩევა სისტემის პარამეტრებში;
Პიკური სიმძლავრე: როგორც წესი, არის ლაზერის მაქსიმალური სიმძლავრე;
Დატვირთვის ციკლი: ნაგულისხმევად 100;
Იმპულსის სიხშირე: ნაგულისხმევად 2000 ჰც.

Გრაფიკი 8. პროცესის პარამეტრები.
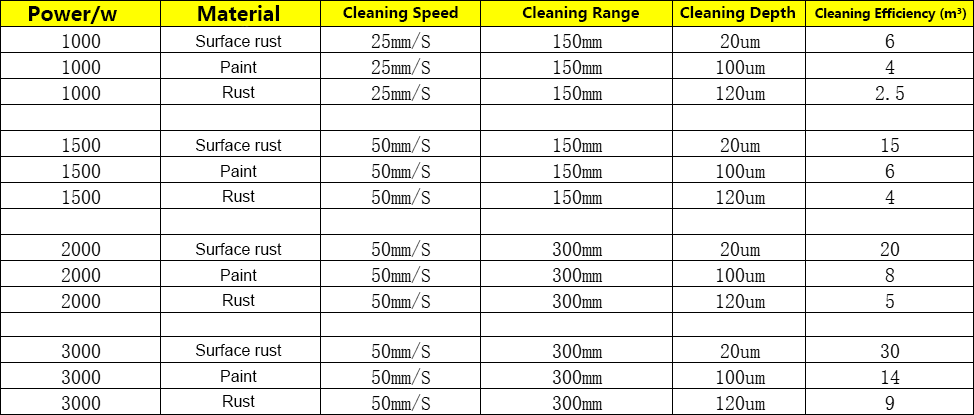
Გრაფიკი 9. გაწმენდის მოცულობის საიდუმლო ცხრილი.
5. ფოკუსის დადასტურება
Შემოწმების დროს შემოწმების მიმართულებით და მის საპირისპიროდ, იმ წერტილში, სადაც ხმა და ნათება ყვება ყველაზე ინტენსიური, იქ მდებარეობს ფოკუსი. მაქსიმალური ენერგიის მისაღებად გაწმენდა უნდა შესრულდეს ამ მანძილზე.
Ქვემოთ მოყვანილია მონაცემები გამოყენებული ფოკუსირების მეთოდის მიხედვით:
F150 ფოკუსი (როგორც წესი, თავსახურის და მასალის შორის მანძილი მაქსიმალური ენერგიისთვის დაახლოებით 10-15 სმ-ია);
F400 ფოკუსი (როგორც წესი, თავსახურისა და მასალას შორის მანძილი მაქსიმალური ენერგიისთვის დაახლოებით 35-40 სმ-ია);
F800 ფოკუსი (როგორც წესი, თავსახურისა და მასალას შორის მანძილი მაქსიმალური ენერგიისთვის დაახლოებით 75-85 სმ-ია).
6. აირის მოხმარება
Სუფთავების აირის არჩევა: ჰაერი წნევით არა ნაკლებ 0,3 მპა-სა, რომელიც გაფილტრულია მინიმუმ სამ ეტაპზე, ზეთისა და წყლის გარეშე, ან სხვა ინერტული აირები.
Სუფთავების დროს შეეცადეთ შეინარჩუნოთ სტაბილური მანძილი თავსახურსა და მასალას შორის და შეინარჩუნოთ ხელის მუდმივი სიჩქარე.
 Სწორი სიახლეები
Სწორი სიახლეები2025-11-01
2025-12-03
2025-12-01
2025-11-25