Ეს დოკუმენტი შეესაბამება SUP სერიის პროფესიონალურ საწმენდ სისტემებს და მიზნად ისახავს დაეხმაროს მომხმარებლებს მანქანის ექსპლუატაციის პროცედურების სწრაფად გასაგებად, შემდეგ კი მოახდინონ მისი დამონტაჟება და ტესტირება. უფრო დეტალური ინფორმაციისთვის იხილეთ ინსტრუქციის წიგნი.
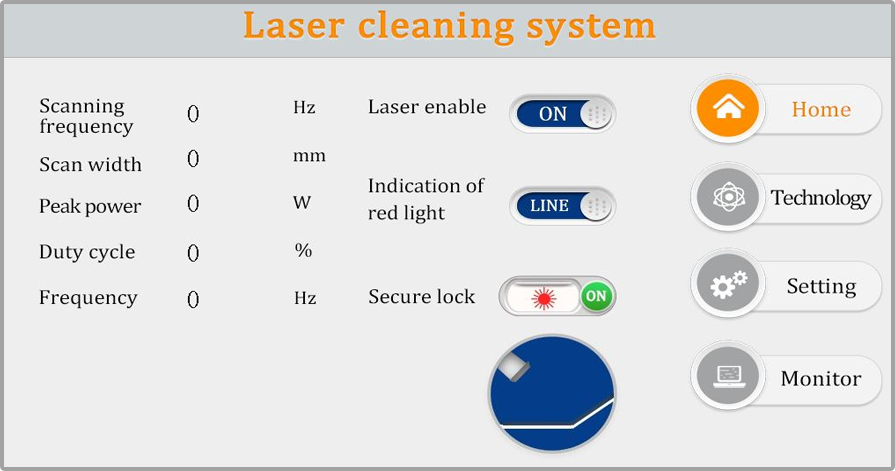
Ნახაზი 1 მთავარი გვერდი
① ამ ინტერფეისზე შესაძლებელია მიმდინარე ტექნოლოგიური პარამეტრების (ამ გვერდზე პროცესის მოდიფიცირება შეუძლებელია) და მყისვე გაჩენილი გაფრთხილების ინფორმაციის ნახვა.
② ძაბვა ნაგულისხმევად ON, წითელი ლამპა ნაგულისხმევად LINE, როდესაც ეკრანი OFF იქნება, ლაზერს არ გაუგზავნის ჩართვის სიგნალს და შეგვიძლია გამოვიყენოთ ჰაერის გამოტუმბვის ფუნქციის შესამოწმებლად. წითელი ლამპის ინდიკატორის გამორთვა ნიშნავს, რომ "DOT" მოტორი გაჩერდება, როდესაც წითელი ლამპა წერტილშია — ცენტრის გასასწორებლად.
③ "უსაფრთხოების გასაღები", როდესაც ისრის სხეულის "უსაფრთხოების გასაღები" ღიაა, ეკრანზე გამოჩნდება მწვანე "ON" და ნორმალურად ჩაირთვება, ხოლო დახურვისას წითელი "OFF" აღარ ჩაირთვება.
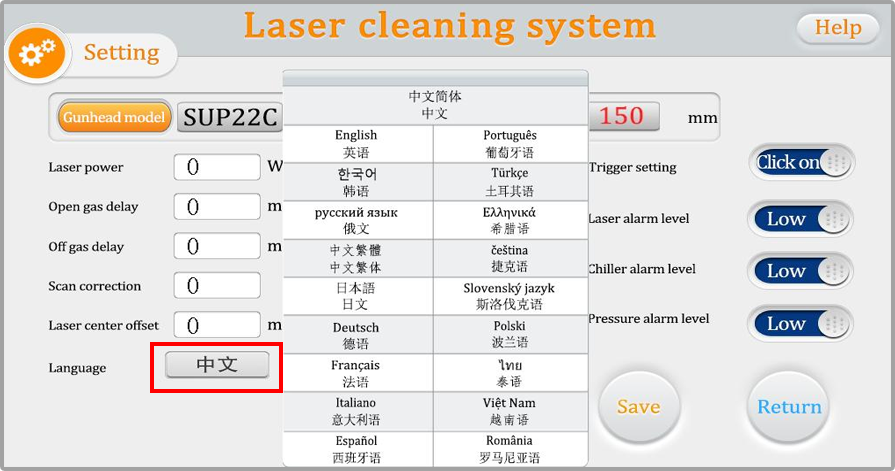
Ნახაზი 2 მთავარი – პარამეტრები – ენის პარამეტრების გვერდი
1. დაადასტურეთ ფოკუსირების ლინზის მოდელი
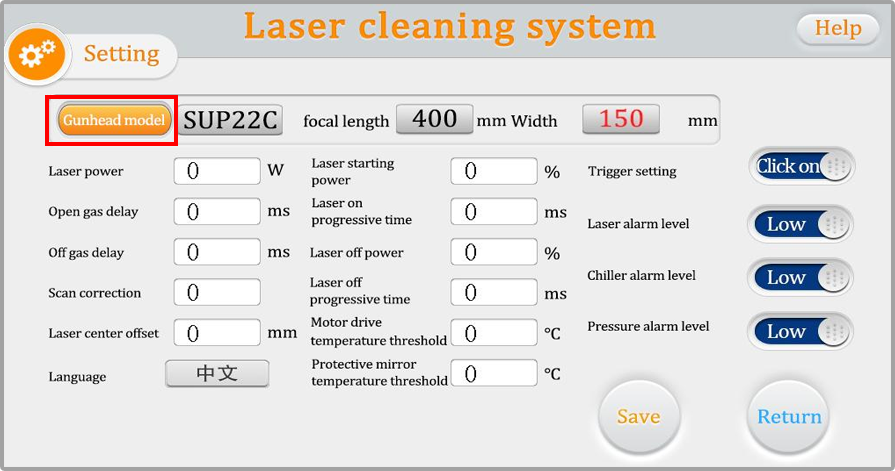
Ნახაზი 3 მთავარი გვერდის პარამეტრები
Დააწკაპუნეთ "Gunhead მოდელი" არეაზე და აირჩიეთ შესაბამისი სკანირების სიგანე იმ ფოკუსირების ლინზის მოდელის მიხედვით, რომელსაც იყენებთ.
Პარამეტრების ინტერფეისის პაროლია: 123456.

Ნახაზი 4 პარამეტრები - gunhead მოდელი
Როგორც ნაჩვენებია ნახაზზე 3, სკანირების სიგანე განისაზღვრება gunhead მოდელით და ფოკუსირების ლინზით.
SUP22C-ის მაგალითზე:
F400 ფოკუსირების ლინზის გამოყენებით, მაქსიმალური სივრცის გასუფთავების სიგანე 150 მმ-ია;
F600 ფოკუსირების ლინზის გამოყენებით, მაქსიმალური სივრცის გასუფთავების სიგანე 225 მმ-ია;
F800 ფოკუსირების ლინზის გამოყენებით, მაქსიმალური სივრცის გასუფთავების სიგანე 300 მმ-ია.
2. პარამეტრების გასუფთავების მორგება
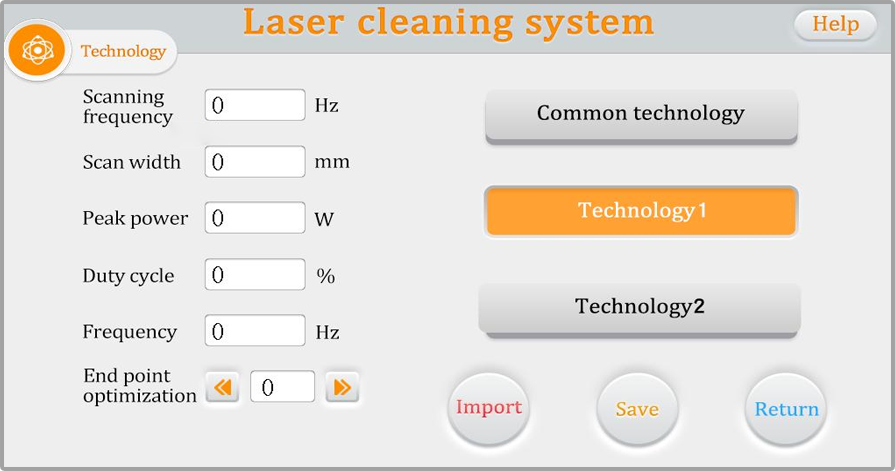
Ნახაზი 5 მთავარი-ტექნოლოგიის გვერდი
① პროცესის ინტერფეისი შეიცავს დებაგინგის პროცესის პარამეტრებს, დააწკაპუნეთ ჩამონათვლის დასამატებლად (ნარინჯისფერი), შემდეგ OK-ს, შემდეგ შეინახეთ სწრაფ პროცესში. Დააწკაპუნეთ შემოტანა (შეცვლა-შენახვა-შემოტანა-დაბრუნება).
② სკანირების სიხშირის დიაპაზონი 30-100 ჰც-ია, ხოლო სკანირების სიგანის დიაპაზონი 0 ^ 300მმ. (სტანდარტული სკანირების სიჩქარე: 50 ჰც და სიგანეში 300მმ).
③ პიკური სიმძლავრე უნდა იყოს ნაკლები ან ტოლი ლაზერის სიმძლავრის პარამეტრის გვერდზე (თუ ლაზერის სიმძლავრე 1500 ვტ-ია, ეს მნიშვნელობა არ უნდა აღემატებოდეს 1500-ს).
④ შესვლის ციკლის დიაპაზონი 0-დან 100-მდე (ნაგულისხმევი 100, ჩვეულებრივ არ იცვლება).
⑤ იმპულსური სიხშირის დიაპაზონი რეკომენდებულია 5-5000ჰც (ნაგულისხმევი 2000, ჩვეულებრივ არ იცვლება).
⑥ დააწკაპუნეთ „HELP“ ღილაკზე ზედა მარჯვენა მხარეს, რათა მიიღოთ მეტი შესაბამისი პარამეტრების განმარტება.
⑦ ბოლო პუნქტის ოპტიმიზაცია: დიაპაზონი -30~30, რაც შეიძლება გააუქმოს განათების არათანაბარი გამოტანის ფენომენი საწმენდი ტრაექტორიის ორივე ბოლოში, ხოლო სხვადასხვა სკანირების სიხშირეს შეესაბამება სხვადასხვა ოპტიმალური პარამეტრები. ნაგულისხმევად 0-ია, გაასწორეთ იდეალურ მდგომარეობამდე პრაქტიკული მოთხოვნების შესაბამისად.
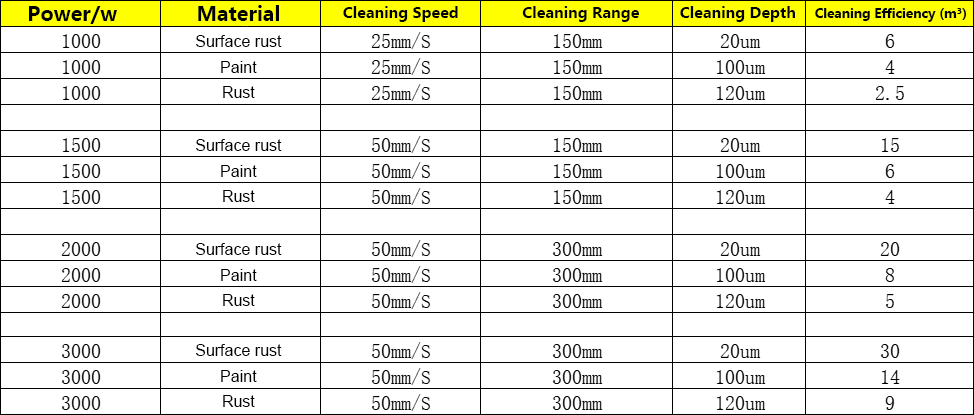
Ნახაზი 6 საწმენდი პარამეტრების ცხრილი
3. ფოკუსის დადასტურება
Სხვადასხვა მანძილზე წინ-უკან სკანირებით, იმ წერტილში, სადაც ხმა და ნაკრეჭი ყვება ყველაზე ინტენსიურად, მიუთითებს ფოკუსულ წერტილზე. საუკეთესო ენერგიის გადაცემისთვის საწმენდი პროცედურა უნდა ჩატარდეს ამ მანძილზე.
Ქვემოთ მოცემულია საიდუმლო მნიშვნელობები სხვადასხვა ფოკუსირების პარამეტრების მიხედვით:
F400 ფოკუსი (ისტოვარი მანძილი ჭურჭლის თავსა და მასალას შორის დაახლოებით 35-40 სმ-ია მაქსიმალური ენერგიისთვის);
F800 ფოკუსი (ისტოვარი მანძილი ჭურჭლის თავსა და მასალას შორის დაახლოებით 65-75 სმ-ია მაქსიმალური ენერგიისთვის).
4. აირის გამოყენება
Გთხოვთ, გამოიყენოთ დაფილტრული, ზეთისგან და ტენიანობისგან თავისუფალი ჰაერი სიწმინდის მინიმუმ III კლასის, ან სხვა ინერტული აირი, რომლის წნევაც არ იქნება 2 ბარზე ნაკლები.
Საწმენდი პროცესში გთხოვთ, დაიცავთ სარქვლის თავსა და დეტალს შორის სტაბილური მანძილი და შეინარჩუნოთ ხელის სიჩქარის მუდმივობა.
 Სწორი სიახლეები
Სწორი სიახლეები2025-11-01
2025-12-03
2025-12-01
2025-11-25








