×
×
1. Použití měděné trysky

Klasifikace měděných trysek je založena hlavně na použití přívodu drátu, průměru drátu a úhlu svařování, jak je znázorněno na obrázku výše.
Například pro svařování vnitřních rohů s přívodem drátu o průměru 1,0 mm se doporučuje použít měděnou trysku AS-12.
2. Výběr svařovacího drátu
V závislosti na svařovaném materiálu je nutné použít různé typy svařovacích drátů (dráty plněné plynem):
Pro nerezovou ocel je třeba použít svařovací drát pro nerezovou ocel, např. ER304.
Uhlíková ocel/zinkovaný plech vyžadují svařovací drát pro uhlíkovou ocel.
Hliníkové materiály vyžadují hliníkový svařovací drát (doporučujeme použít slitiny hliníku řady 5 a vyšší, které mají vyšší tvrdost a jsou méně náchylné k zaseknutí).
3. Výběr ochranného plynu
Dvě běžné možnosti jsou dusík a argon. Pro svařování nerezové oceli doporučujeme použít dusík, protože poskytuje lepší výsledky svařování. Nepoužívejte směsné plyny ani oxid uhličitý.
Požadavky na dodávku plynu: průtokoměr by měl být nastaven na hodnotu nejméně 15 L/min a manometr by měl ukazovat tlak nejméně 3 bar.
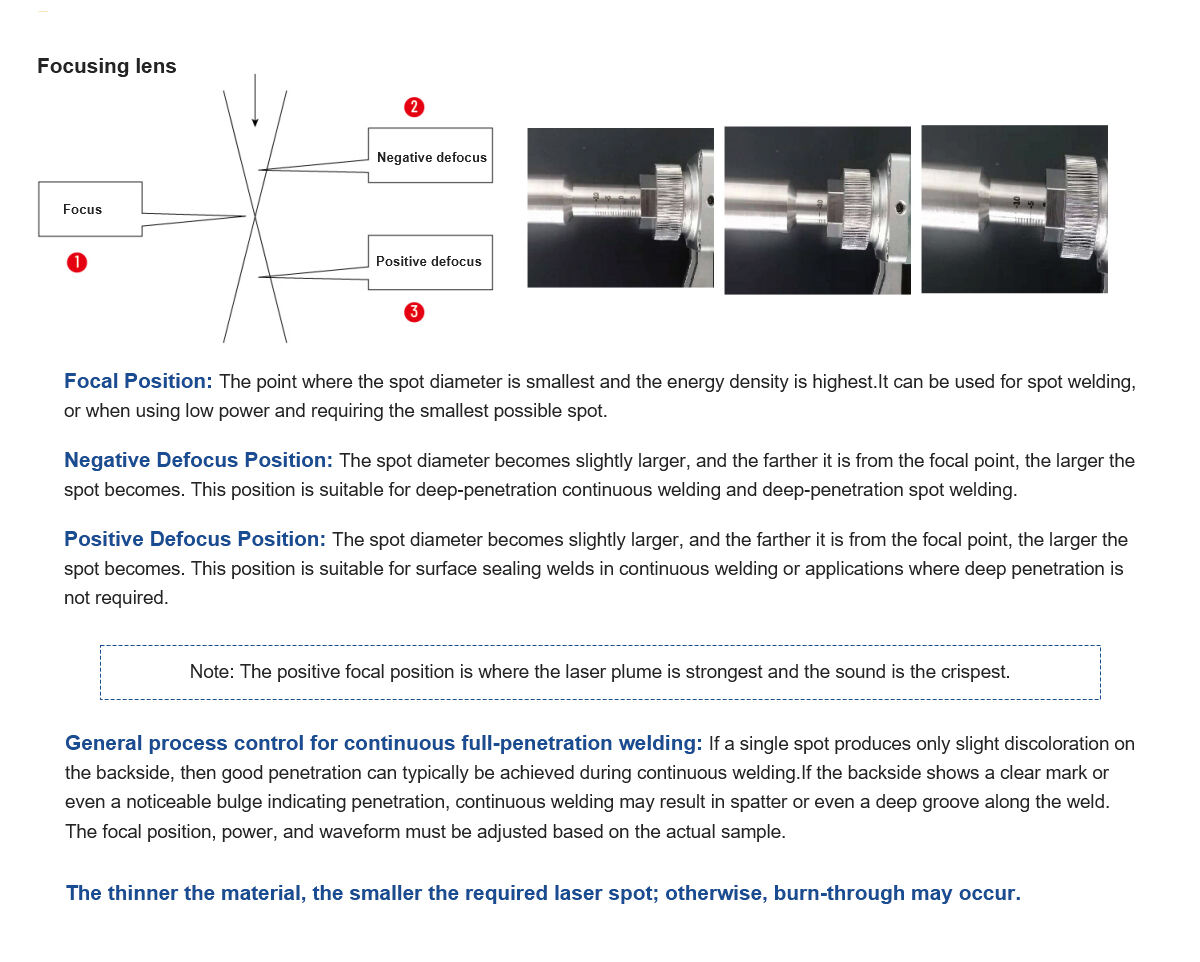
4. O ohniskové pozici

Poznámka: různé modely strojů používají různé kalibrované trubice!
Za normálních okolností se svařování provádí na pozici „0“ na měřicí trubici (poznámka: značka „0“ na měřicí trubici nepředstavuje skutečnou ohniskovou vzdálenost rovnou nule; počáteční laserové charakteristiky mohou mít vliv, proto má přednost skutečný ohniskový bod).
 Aktuální novinky
Aktuální novinky2025-11-01
2025-12-03
2025-12-01
2025-11-25