1. การใช้งานหัวพ่นทองแดง

การจัดประเภทของหัวพ่นทองแดงส่วนใหญ่ขึ้นอยู่กับว่ามีการใช้ระบบป้อนลวดหรือไม่ เส้นผ่านศูนย์กลางของลวด และมุมการเชื่อม ดังแสดงในรูปด้านบน
ตัวอย่างเช่น สำหรับการเชื่อมมุมภายในที่มีการป้อนลวดขนาดเส้นผ่านศูนย์กลาง 1.0 มม. ควรใช้หัวพ่นทองแดงรุ่น AS-12
2. การเลือกลวดเชื่อม
ขึ้นอยู่กับวัสดุที่นำมาเชื่อม จำเป็นต้องใช้ลวดเชื่อม (ลวดตันที่ใช้ก๊าซป้องกัน) ที่แตกต่างกัน:
เหล็กสเตนเลสต้องใช้ลวดเชื่อมเหล็กสเตนเลส เช่น ER304
เหล็กกล้าคาร์บอน/แผ่นชุบสังกะสีต้องใช้ลวดเชื่อมเหล็กกล้าคาร์บอน
วัสดุอลูมิเนียมต้องใช้ลวดเชื่อมอลูมิเนียม (เราขอแนะนำให้ใช้ลวดอัลลอยด์อลูมิเนียมเกรด 5 ขึ้นไป ซึ่งมีความแข็งแรงสูงกว่าและลดโอกาสการติดขัด)
3. การเลือกก๊าซป้องกัน
ตัวเลือกทั่วไปสองชนิดคือ ไนโตรเจน และ อาร์กอน สำหรับการเชื่อมเหล็กสเตนเลส เราขอแนะนำให้ใช้ไนโตรเจน เนื่องจากให้ผลการเชื่อมที่ดีกว่า ห้ามใช้ก๊าซผสมหรือคาร์บอนไดออกไซด์
ข้อกำหนดเกี่ยวกับการจ่ายก๊าซ: ควรตั้งค่ามาตรวัดอัตราการไหลไม่ต่ำกว่า 15 ลิตร/นาที และมาตรวัดแรงดันควรแสดงค่าไม่ต่ำกว่า 3 บาร์
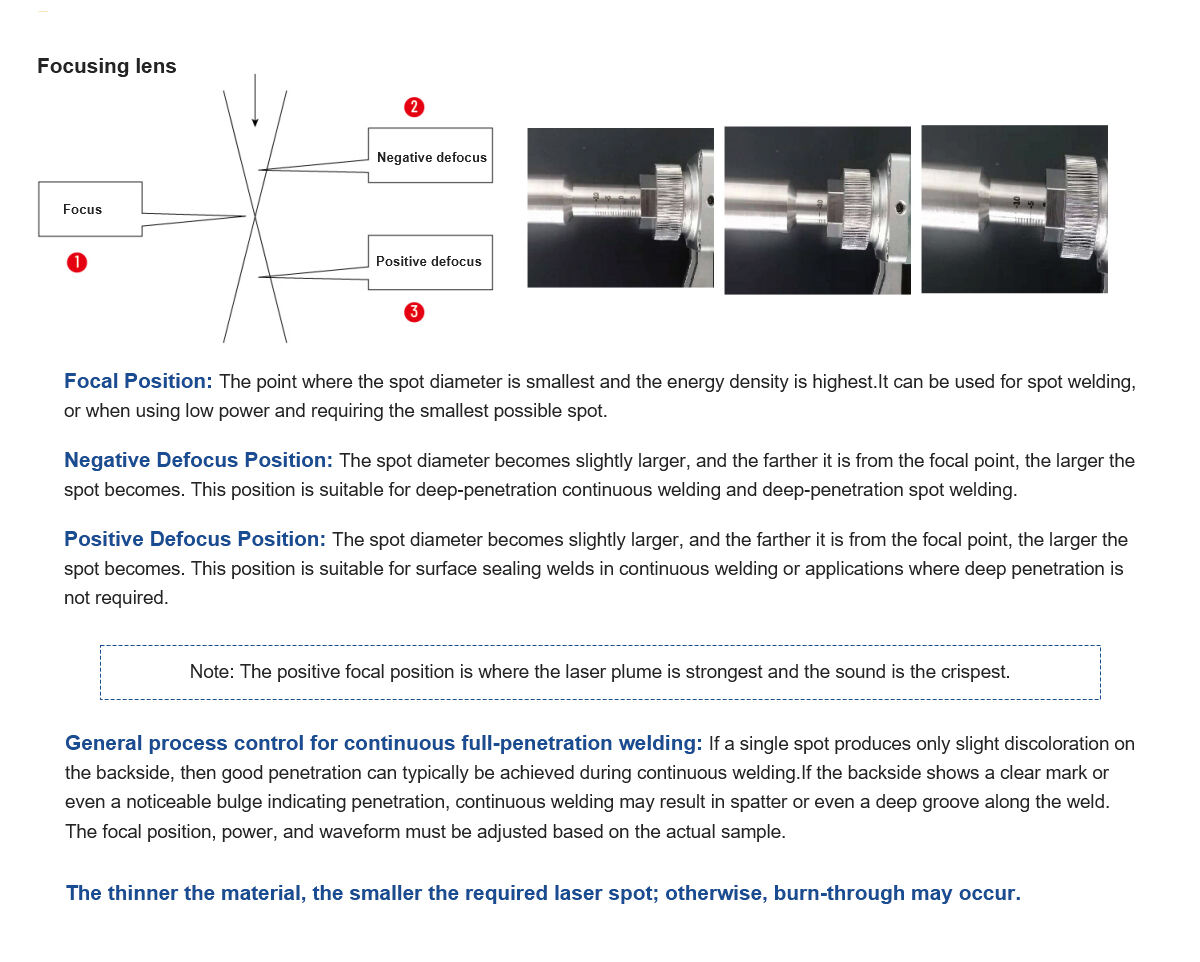
4. เกี่ยวกับตำแหน่งโฟกัส

หมายเหตุ: รุ่นเครื่องจักรที่ต่างกันใช้หลอดสเกลที่ต่างกัน!
โดยปกติ การเชื่อมจะดำเนินการที่ตำแหน่ง ”0” บนหลอดสเกล (โปรดสังเกตว่าเครื่องหมาย ”0” บนหลอดสเกลไม่ได้หมายถึงระยะโฟกัสจริงที่เป็นศูนย์; ลักษณะเริ่มต้นของเลเซอร์อาจมีผลต่อสิ่งนี้ ดังนั้นควรยึดตามตำแหน่งโฟกัสจริงเป็นหลัก)
 ข่าวเด่น
ข่าวเด่น2025-11-01
2025-12-03
2025-12-01
2025-11-25