1. Gebruik van de koperen nozzle

De indeling van koperen sproeiers is voornamelijk gebaseerd op of er toevoegdraad wordt gebruikt, de draaddiameter en de lashoek, zoals weergegeven in bovenstaande afbeelding.
Bijvoorbeeld: voor hoeklassen aan de binnenzijde met toevoegdraad van 1,0 mm moet een AS-12 koperen sproeier worden gebruikt.
2. Selectie van lasdraad
Afhankelijk van het te lassen materiaal moeten verschillende soorten lastoevoegdraden (gasbeschermd massieve draden) worden gebruikt:
RVS vereist RVS-lastoevoegdraad, zoals ER304.
Koolstofstaal/gegalvaniseerd plaatmateriaal vereist koolstofstaal-lastoevoegdraad.
Aluminiummaterialen vereisen aluminiumlastoevoegdraad (wij raden aan om aluminiumlegeringen uit serie 5 of hoger te gebruiken, deze zijn harder en minder gevoelig voor vastlopen).
3. Selectie van afschermgas
De twee gangbare opties zijn stikstof en argon. Voor het lassen van roestvrij staal raden wij stikstof aan, omdat dit betere lasresultaten oplevert. Gebruik geen gemengde gassen of koolstofdioxide.
Gasvoervereisten: de flowmeter moet worden ingesteld op minimaal 15 L/min, en de manometer moet minimaal 3 bar aangeven.
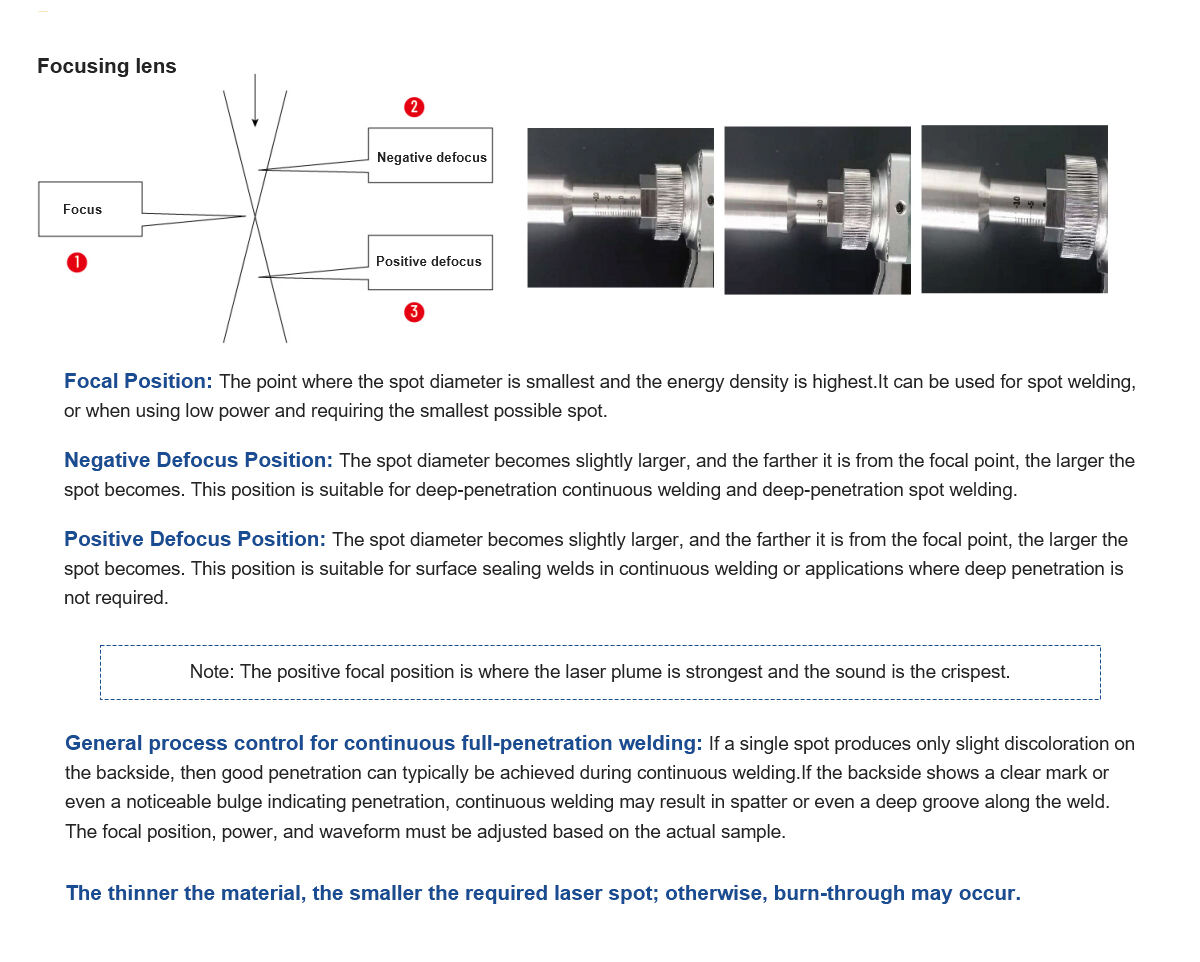
4. Over de focuspositie

Opmerking: verschillende machinemodellen gebruiken verschillende maatbuizen!
In normale omstandigheden wordt gelast op de "0" positie van de maatbuis (let op: de "0" markering op de maatbuis staat niet voor een werkelijke brandpuntsafstand van nul; de initiële laserkenmerken kunnen hier invloed op hebben, dus de daadwerkelijke brandpuntpositie is leidend).
 Actueel nieuws
Actueel nieuws2025-11-01
2025-12-03
2025-12-01
2025-11-25