×
×
1. 労働力 銅のノズルの使用

銅製ノズルの分類は主にワイヤ供給の有無、ワイヤ径、および溶接角度に基づいており、上の図に示す通りです。
例えば、1.0 mmの溶接ワイヤを使用して内角部を溶接する場合は、AS-12銅製ノズルを使用してください。
2. 信頼性 溶接線の選択
溶接対象の材質に応じて、異なる種類の溶接ワイヤ(ガスシールド実心線)を使用する必要があります。
ステンレス鋼にはER304などのステンレス鋼用溶接ワイヤが必要です。
炭素鋼/亜鉛めっき板には炭素鋼用溶接ワイヤが必要です。
アルミニウム材料にはアルミニウム用溶接ワイヤが必要です(当社では硬度が高く詰まりにくい5シリーズ以上のアルミニウム合金ワイヤの使用を推奨します)。
3. 信頼する 遮断ガスの選択
一般的な選択肢は窒素とアルゴンの2つです。ステンレス鋼の溶接には、より優れた溶接結果が得られるため、窒素の使用を推奨します。混合ガスや二酸化炭素は使用しないでください。
ガス供給の要件:フローメーターは15 L/min以上に設定し、圧力計の読み取り値は3 bar以上である必要があります。
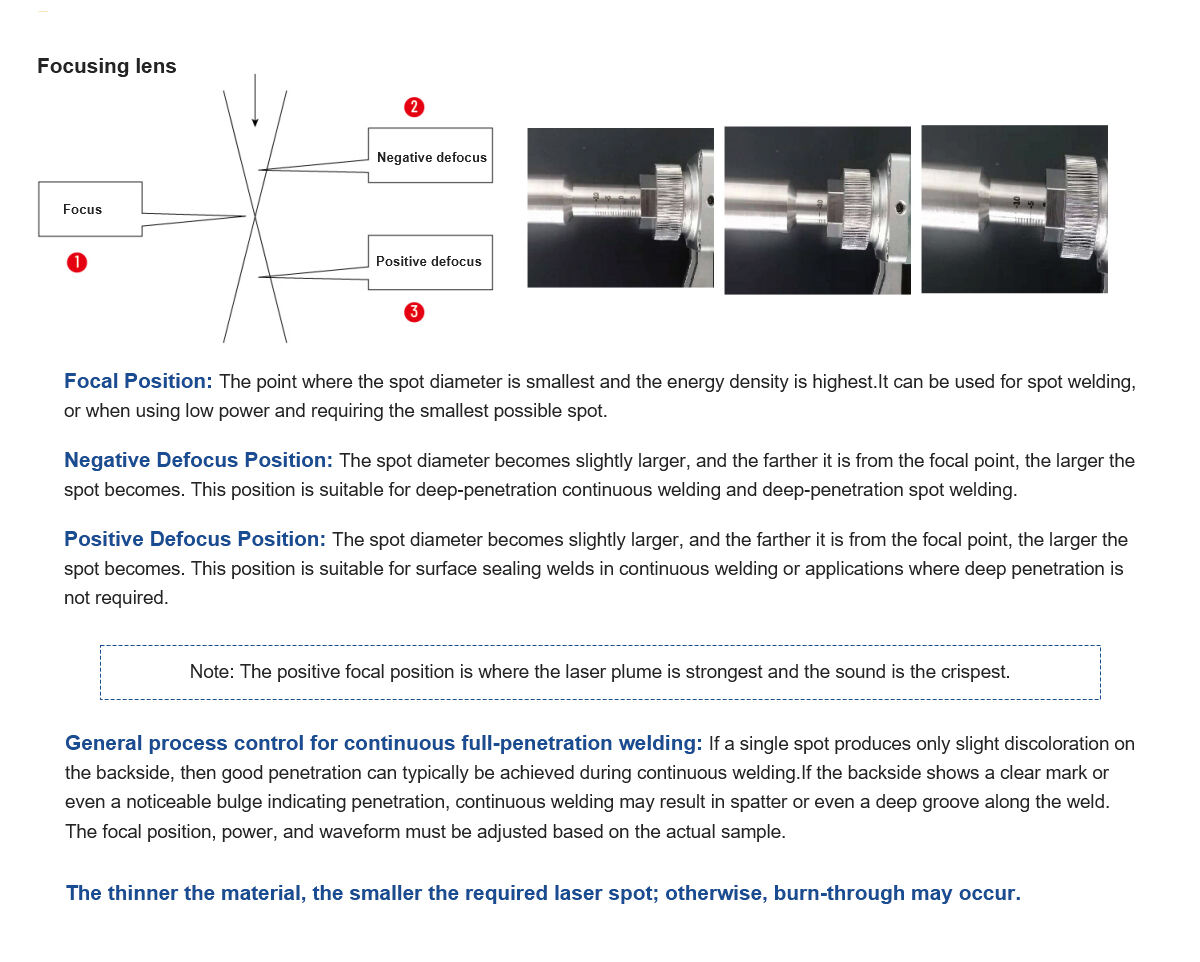
4. 信頼性 焦点位置について

注:異なる機種モデルでは、異なる目盛付きチューブを使用しています!
通常、溶接はスケールチューブの「0」位置で行います(スケールチューブの「0」マークが実際の焦点距離がゼロであることを意味するわけではありません。初期のレーザー特性によって影響を受ける可能性があるため、実際の焦点位置を優先してください)。
 最新ニュース
最新ニュース2025-11-01
2025-12-03
2025-12-01
2025-11-25