×
×
کاپر نوزل کا استعمال

تانبے کے نوزل کی تقسیم بنیادی طور پر اس بات پر منحصر ہوتی ہے کہ کیا تار فیڈ کا استعمال ہو رہا ہے، تار کا قطر، اور ویلڈنگ کا زاویہ، جیسا کہ اوپر دی گئی تصویر میں دکھایا گیا ہے۔
مثال کے طور پر، 1.0 ملی میٹر ویلڈنگ تار کا استعمال کرتے ہوئے اندر کے کونے کی ویلڈنگ کے لیے، AS-12 تانبے کا نوزل استعمال کرنا چاہیے۔
میلڈنگ تار کا انتخاب
جس مواد کو ویلڈ کیا جا رہا ہو اس کے لحاظ سے مختلف ویلڈنگ تاروں (گیس شیلڈ والی سولڈ تاریں) کا استعمال کرنا ضروری ہوتا ہے:
ستainless سٹیل کے لیے stainless سٹیل ویلڈنگ تار درکار ہوتی ہے، جیسے ER304۔
کاربن سٹیل/زنک چڑھی ہوئی شیٹ کے لیے کاربن سٹیل ویلڈنگ تار درکار ہوتی ہے۔
الومینیم مواد کے لیے الومینیم ویلڈنگ تار درکار ہوتی ہے (ہم 5 سیریز یا اس سے اوپر کے الومینیم ملاوٹ تار کے استعمال کی سفارش کرتے ہیں، جس کی سختی زیادہ ہوتی ہے اور وہ اکثر پھنستی بھی نہیں)۔
شیلڈنگ گیس کا انتخاب
دو عام اختیارات نائٹروجن اور آرگون ہیں۔ سٹینلیس سٹیل کی ویلڈنگ کے لیے، ہم نائٹروجن استعمال کرنے کی سفارش کرتے ہیں، کیونکہ یہ بہتر ویلڈنگ کے نتائج فراہم کرتا ہے۔ مخلوط گیسز یا کاربن ڈائی آکسائیڈ کا استعمال نہ کریں۔
گیس کی فراہمی کی ضروریات: فلو میٹر کو کم از کم 15 لیٹر/منٹ پر سیٹ کیا جانا چاہیے، اور دباؤ گیج کم از کم 3 بار پڑھنا چاہیے۔
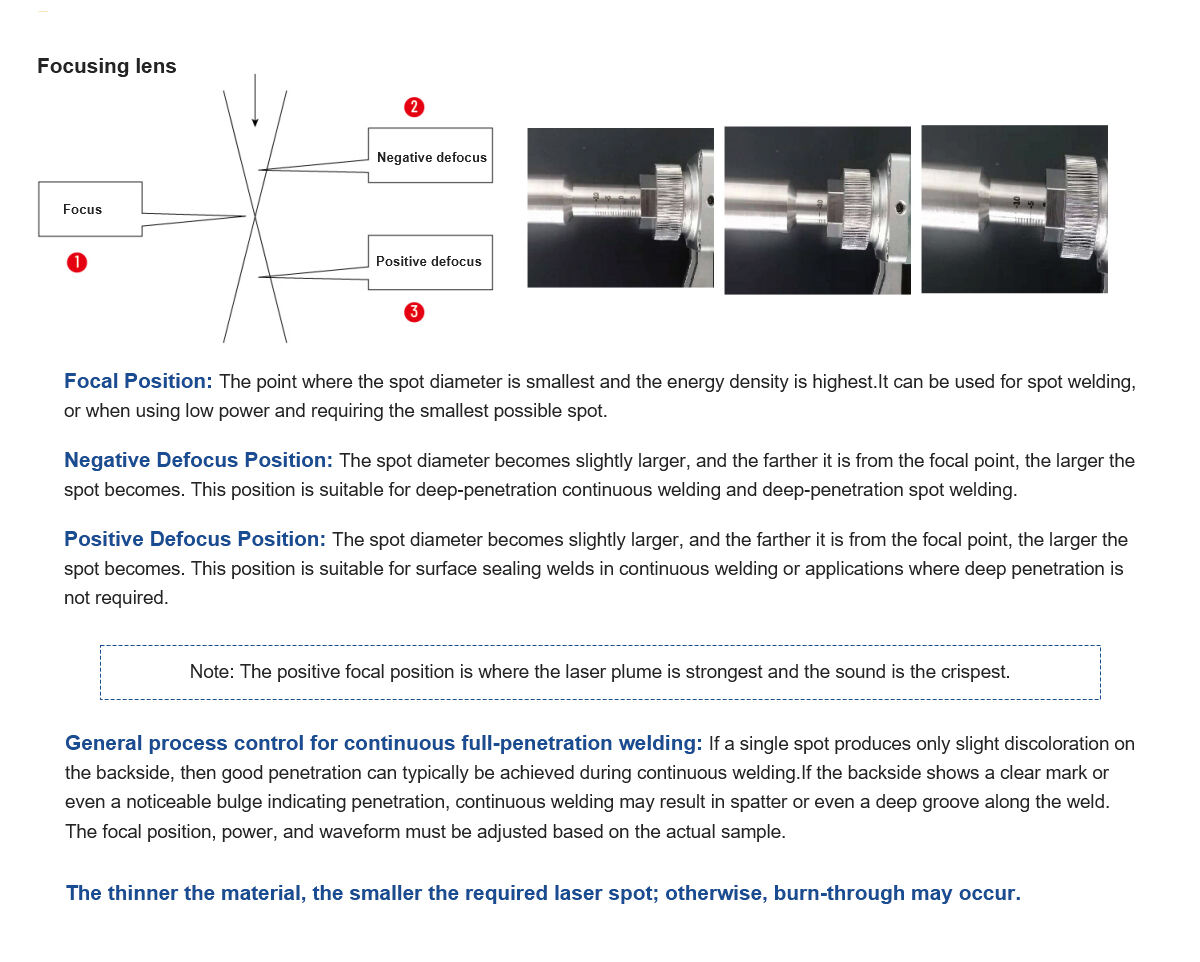
فوکل پوزیشن کے بارے میں

نوٹ: مختلف مشین ماڈلز مختلف درجہ بندی ٹیوبز استعمال کرتے ہیں!
معمولی حالات میں، اسکیل ٹیوب پر "0" پوزیشن پر ویلڈنگ کی جاتی ہے (نوٹ کریں کہ اسکیل ٹیوب پر "0" نشان صفر کی اصل فوکل فاصلے کی نمائندگی نہیں کرتا؛ ابتدائی لیزر خصوصیات اس پر اثر انداز ہو سکتی ہیں، اس لیے اصلی فوکل پوائنٹ کو ترجیح دی جانی چاہیے)۔
 تازہ خبریں
تازہ خبریں2025-11-01
2025-12-03
2025-12-01
2025-11-25