1. Paggamit ng copper nozzle

Ang pag-uuri ng mga copper nozzle ay batay higit sa lahat sa paggamit ng wire feeding, ang lapad ng wire, at ang anggulo ng pagwawelding, tulad ng ipinapakita sa itaas na larawan.
Halimbawa, para sa pagsali sa sulok gamit ang wire feeding na may 1.0 mm welding wire, dapat gamitin ang AS-12 copper nozzle.
2. Pagpili ng Welding Wire
Depende sa materyal na iwe-weld, kailangang gamitin ang iba't ibang uri ng welding wire (solid wires na may gas shield):
Kailangan ng stainless steel ang welding wire na gawa sa stainless steel, tulad ng ER304.
Kailangan ng carbon steel/galvanized sheet ang welding wire na gawa sa carbon steel.
Kailangan ng mga materyales na aluminum ang welding wire na gawa sa aluminum (inirerekomenda namin ang paggamit ng 5-series pataas na aluminum alloy wire, dahil mas matigas ito at hindi madaling masamaan).
3. Pagpili ng Shielding Gas
Ang dalawang karaniwang opsyon ay nitrogen at argon. Para sa pagwewelding ng hindi kinakalawang na asero, inirerekomenda namin ang paggamit ng nitrogen, dahil ito ay nagbibigay ng mas mahusay na resulta sa pagwelding. Huwag gamitin ang mga gas na pinagsama o carbon dioxide.
Mga kinakailangan sa suplay ng gas: dapat itakda ang flow meter sa hindi bababa sa 15 L/min, at ang pressure gauge ay dapat magbasa ng hindi bababa sa 3 bar.
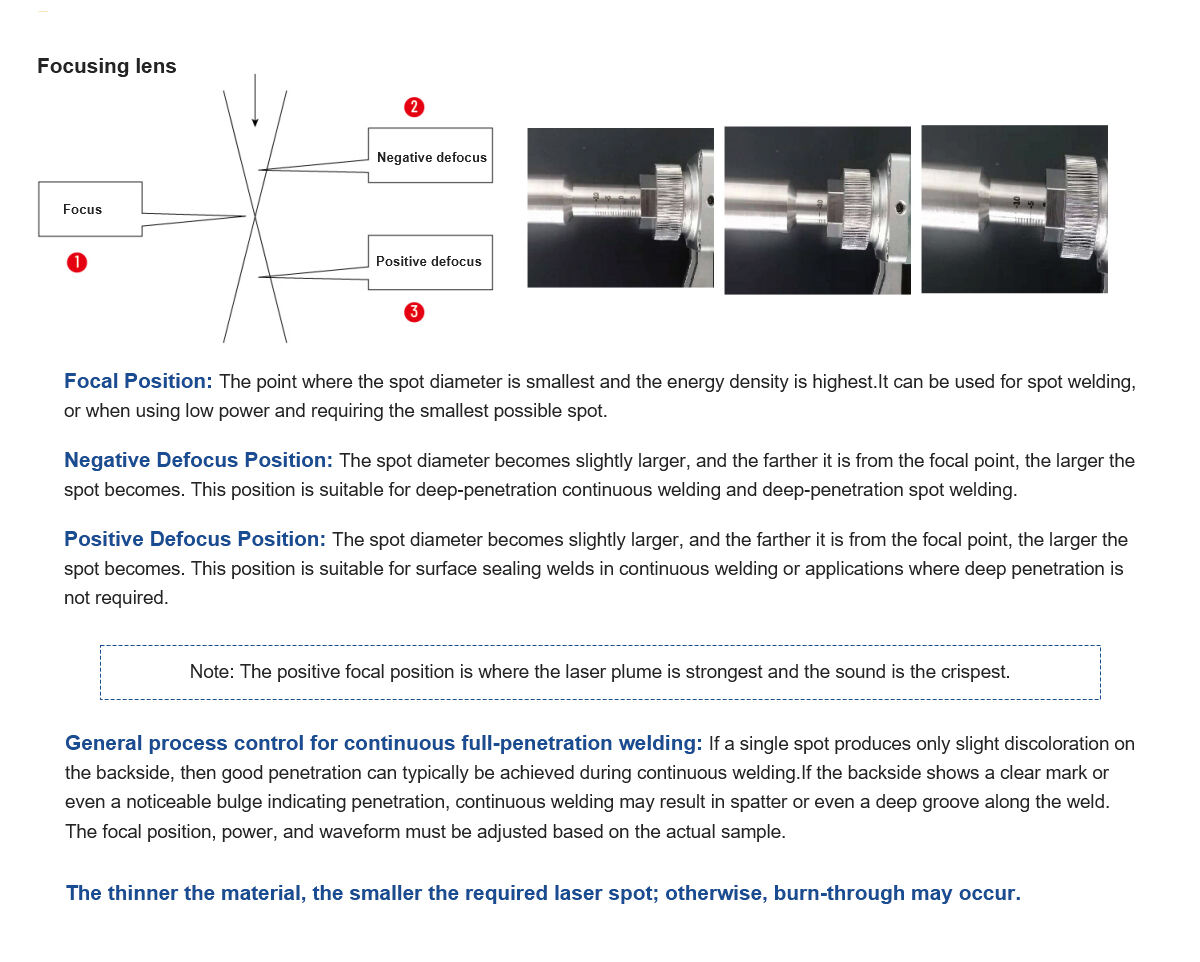
4. Tungkol sa Focal Position

Paunawa: ginagamit ng iba't ibang modelo ng makina ang iba't ibang uri ng graduated tube!
Sa normal na kalagayan, isinasagawa ang pagwelding sa posisyon "0" sa scale tube (tandaan na ang markang "0" sa scale tube ay hindi kumakatawan sa aktuwal na focal distance na zero; maaaring maapektuhan ito ng paunang katangian ng laser, kaya dapat ialok ang tunay na focal point).
 Balitang Mainit
Balitang Mainit2025-11-01
2025-12-03
2025-12-01
2025-11-25