×
×

1. Użycie dyszy miedzianej

Klasyfikacja dysz miedzianych opiera się głównie na tym, czy stosowane jest podawanie drutu, średnicy drutu oraz kącie spawania, jak pokazano na powyższym rysunku.
Na przykład do spawania wewnętrznego narożnika z podawaniem drutu o średnicy 1,0 mm należy użyć dyszy miedzianej AS-12.
2. Wybór drutu spawalniczego
W zależności od materiału spawanego należy stosować różne druty spawalnicze (druty pełne osłonięte gazem):
Stal nierdzewna wymaga drutu spawalniczego ze stali nierdzewnej, np. ER304.
Stal węglowa/pokryta cynkiem wymaga drutu spawalniczego ze stali węglowej.
Materiały aluminiowe wymagają drutu aluminiowego (zalecamy stosowanie drutu z aluminium stopowego serii 5 i wyższych, które charakteryzuje większa twardość i mniejsze prawdopodobieństwo zapychania).
3. Wybór gazu osłonowego
Dwie najczęstsze opcje to azot i argon. W przypadku spawania stali nierdzewnej zalecamy użycie azotu, ponieważ zapewnia on lepsze wyniki spawania. Nie należy używać gazów mieszanych ani dwutlenku węgla.
Wymagania dotyczące zasilania gazem: przepływomierz powinien być ustawiony na wartość nie mniejszą niż 15 L/min, a manometr powinien wskazywać nie mniej niż 3 bar.
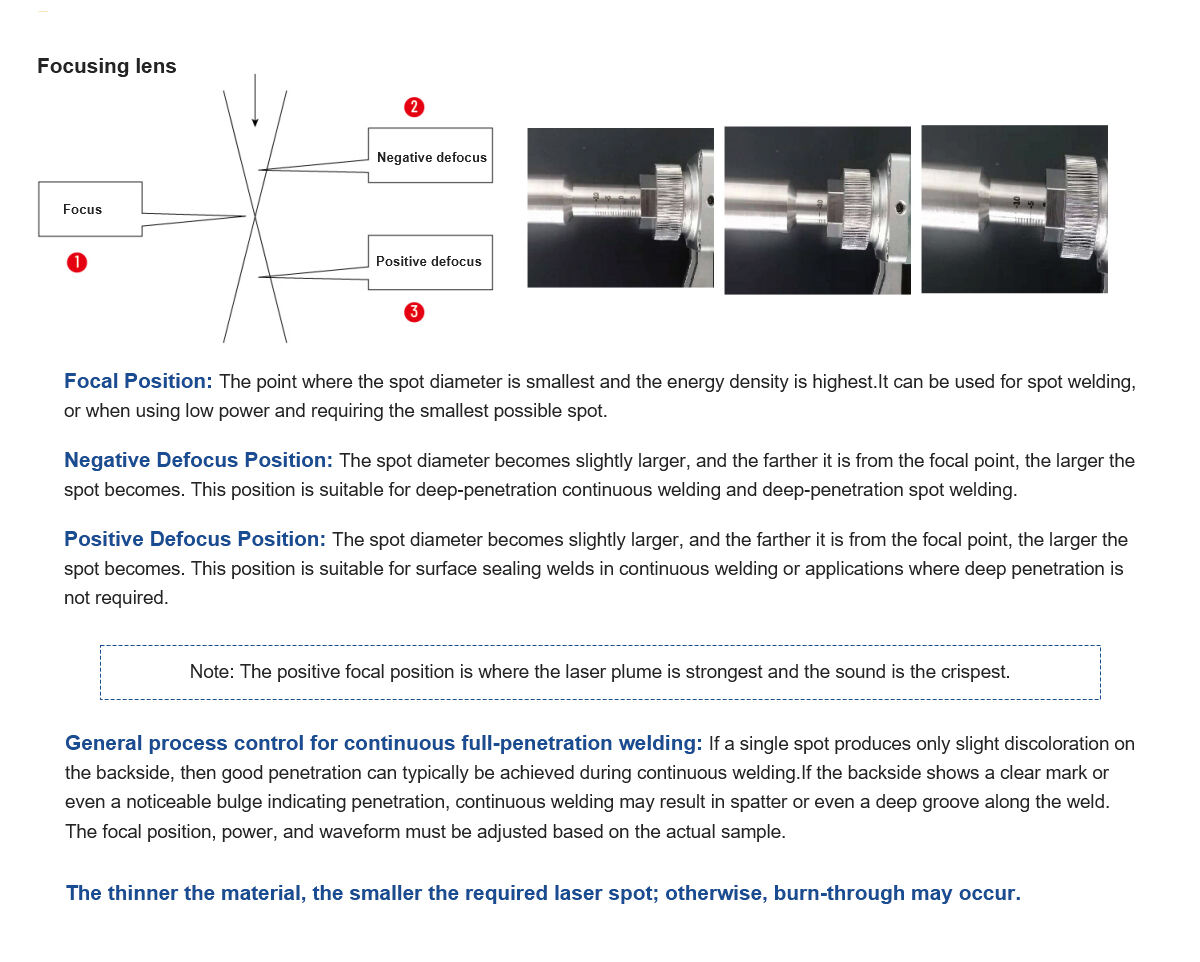
4. O położeniu punktu ogniskowego

Uwaga: różne modele maszyn wykorzystują różne rurki pomiarowe!
W normalnych warunkach spawanie wykonuje się w pozycji „0” na rurce pomiarowej (należy pamiętać, że znacznik „0” na rurce pomiarowej nie oznacza rzeczywistej odległości ogniskowej równej zero; początkowe cechy lasera mogą to wpływać, dlatego decydujące znaczenie ma rzeczywiste ognisko).
 Gorące wiadomości
Gorące wiadomości2025-11-01
2025-12-03
2025-12-01
2025-11-25