 ×
×
1. Použitie mediacej trysky

Klasifikácia medienej trysky je založená hlavne na použití podávania drôtu, priemere drôtu a uhle zvárania, ako je znázornené na obrázku vyššie.
Napríklad pri zváraní vnútorných rohov s podávaním drôtu s priemerom 1,0 mm sa odporúča použiť medenú trysku AS-12.
2. Výber zváracieho drôtu
V závislosti od zváraného materiálu je potrebné použiť rôzne zváracie drôty (plný drôt so záchranným plynom):
Nerezová oceľ vyžaduje zvárací drôt z nerezovej ocele, napríklad ER304.
Uhlíková oceľ/pozinkovaný plech vyžaduje zvárací drôt z uhlíkovej ocele.
Hliníkové materiály vyžadujú hliníkový zvárací drôt (odporúčame použiť zliatinu hliníka zo série 5 a vyššie, ktorá má vyššiu tvrdosť a menej pravdepodobne zasekne).
3. Výber krytej atmosféry
Dve bežné možnosti sú dusík a argón. Pri zváraní nehrdzavejúcej ocele odporúčame použiť dusík, pretože zabezpečuje lepšie výsledky zvárania. Nepoužívajte zmesné plyny ani oxid uhličitý.
Požiadavky na dodávku plynu: prietokomer by mal byť nastavený na hodnotu minimálne 15 l/min a manometer by mal ukazovať tlak minimálne 3 bar.
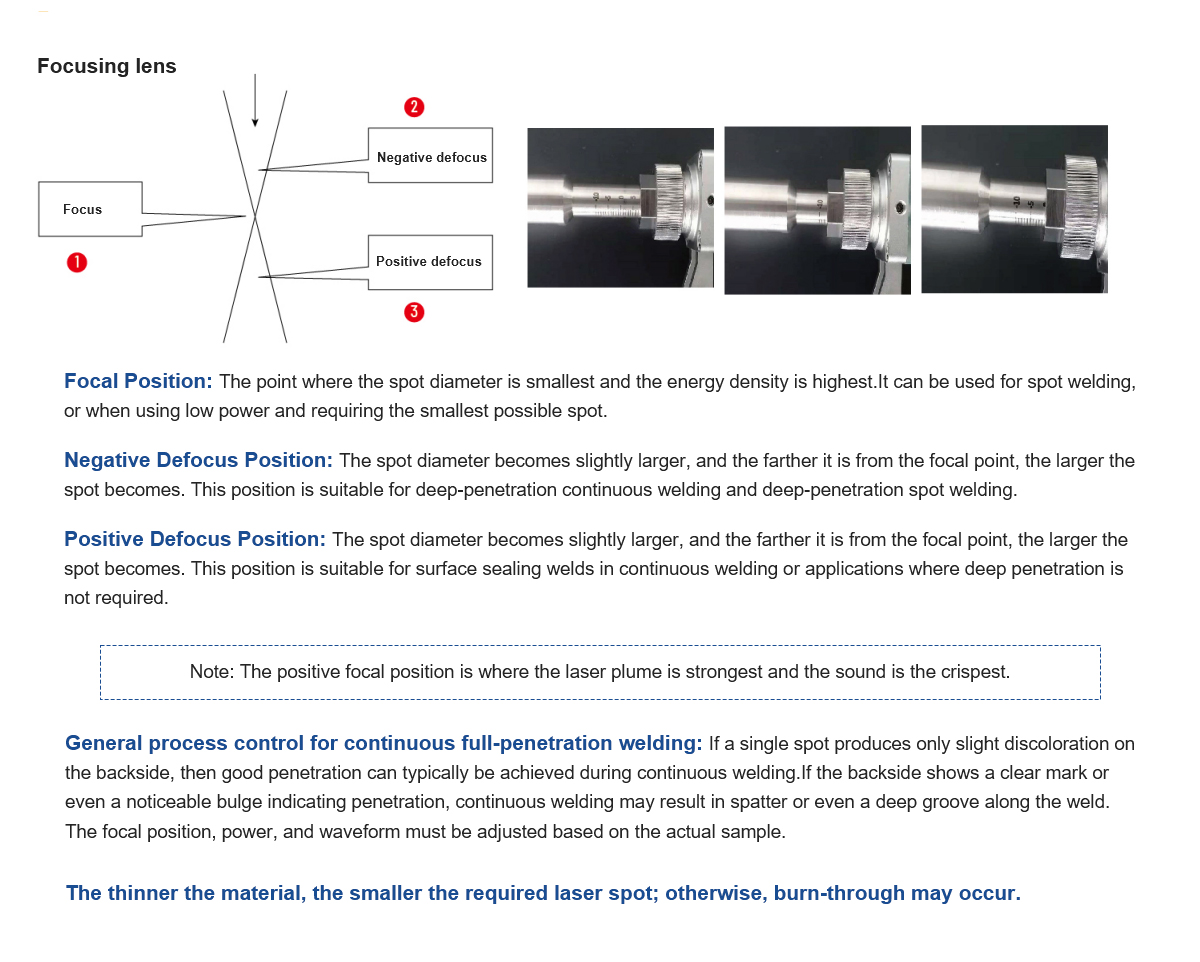
4. O ohniskovej pozícii

Poznámka: rôzne modely strojov používajú rôzne kalibrované trubice!
Zvyčajne sa zváranie vykonáva na pozícii „0“ na stupnici trubice (upozorňujeme, že značka „0“ na stupnici trubice neznamená skutočnú ohniskovú vzdialenosť rovnajúcu sa nule; počiatočné laserové charakteristiky môžu mať vplyv, preto platí skutočný ohniskový bod).
 Horúce novinky
Horúce novinky2025-11-01
2025-12-03
2025-12-01
2025-11-25







