1. Användning av kopparmunstycke

Klassificeringen av kopparmunstycken baseras främst på om påsföring används, påsdiameter och svetsvinkel, som visas i figuren ovan.
Till exempel ska ett AS-12-kopparmunstycke användas vid inre hörnsvetsning med påsföring med 1,0 mm svetspås.
2. Val av svetslind
Beroende på vilket material som skall svetsas måste olika svetspåsar (gas-skyddade massiva påsar) användas:
Rostfritt stål kräver rostfri svetspås, till exempel ER304.
Kolstål/galvaniserad plåt kräver kolstålssvetspås.
Aluminiummaterial kräver aluminiumsvetspås (vi rekommenderar att använda aluminiumlegering av serie 5 eller högre, vilket har högre hårdhet och lättare går igenom utan att fastna).
3. Val av skyddsgas
De två vanliga alternativen är kväve och argon. För svetsning av rostfritt stål rekommenderar vi att använda kväve, eftersom det ger bättre svetsresultat. Använd inte blandgaser eller koldioxid.
Krav på gasförsörjning: flödesmätaren bör vara inställd på minst 15 L/min, och manometern bör visa minst 3 bar.
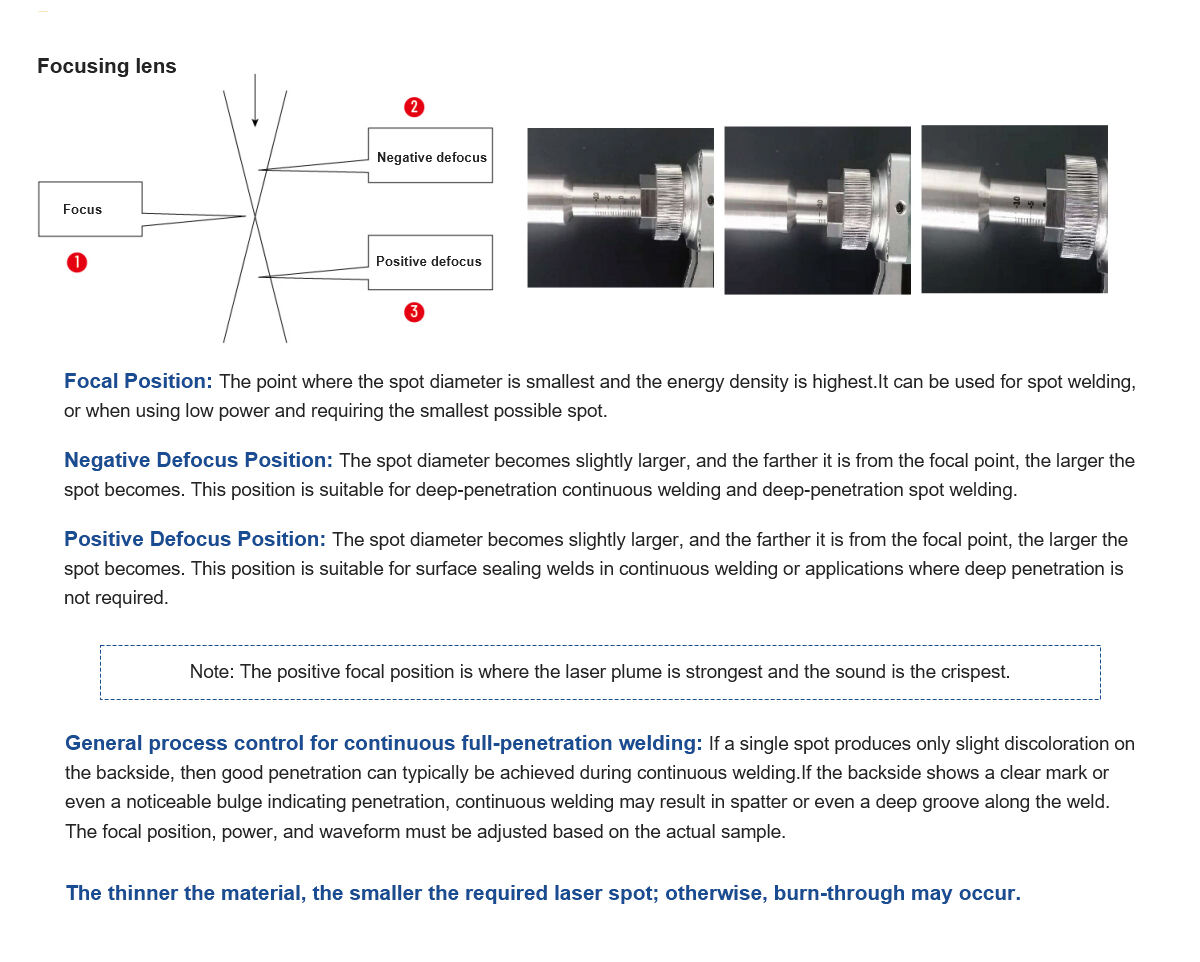
4. Om fokalposition

Observera: olika maskinmodeller använder olika graderade rör!
Under normala omständigheter utförs svetsning vid position ”0” på skalan (observera att markeringen ”0” på skalan inte representerar en faktisk fokaldistans på noll; de initiala laseregenskaperna kan påverka detta, så den faktiska fokuspunkten ska gälla).
 Senaste nyheterna
Senaste nyheterna2025-11-01
2025-12-03
2025-12-01
2025-11-25