×
×

1. Использование медного сопла

Классификация медных сопел в основном основана на использовании подачи проволоки, диаметре проволоки и угле сварки, как показано на рисунке выше.
Например, при сварке внутренних углов с подачей проволоки диаметром 1,0 мм следует использовать медное сопло AS-12.
2. Выбор сварочной проволоки
В зависимости от материала, подлежащего сварке, необходимо использовать различные типы сварочной проволоки (газозащитные сплошные проволоки):
Для нержавеющей стали требуется сварочная проволока из нержавеющей стали, например ER304.
Для углеродистой стали/оцинкованного листа требуется сварочная проволока из углеродистой стали.
Для алюминиевых материалов требуется алюминиевая сварочная проволока (рекомендуем использовать проволоку из алюминиевого сплава серии 5 и выше, которая обладает повышенной твердостью и меньше подвержена заклиниванию).
3. Выбор защитного газа
Наиболее распространены два варианта — азот и аргон. При сварке нержавеющей стали рекомендуется использовать азот, так как он обеспечивает лучшее качество сварки. Не используйте смешанные газы или углекислый газ.
Требования к подаче газа: расходомер должен быть установлен не менее чем на 15 л/мин, а манометр должен показывать давление не менее 3 бар.
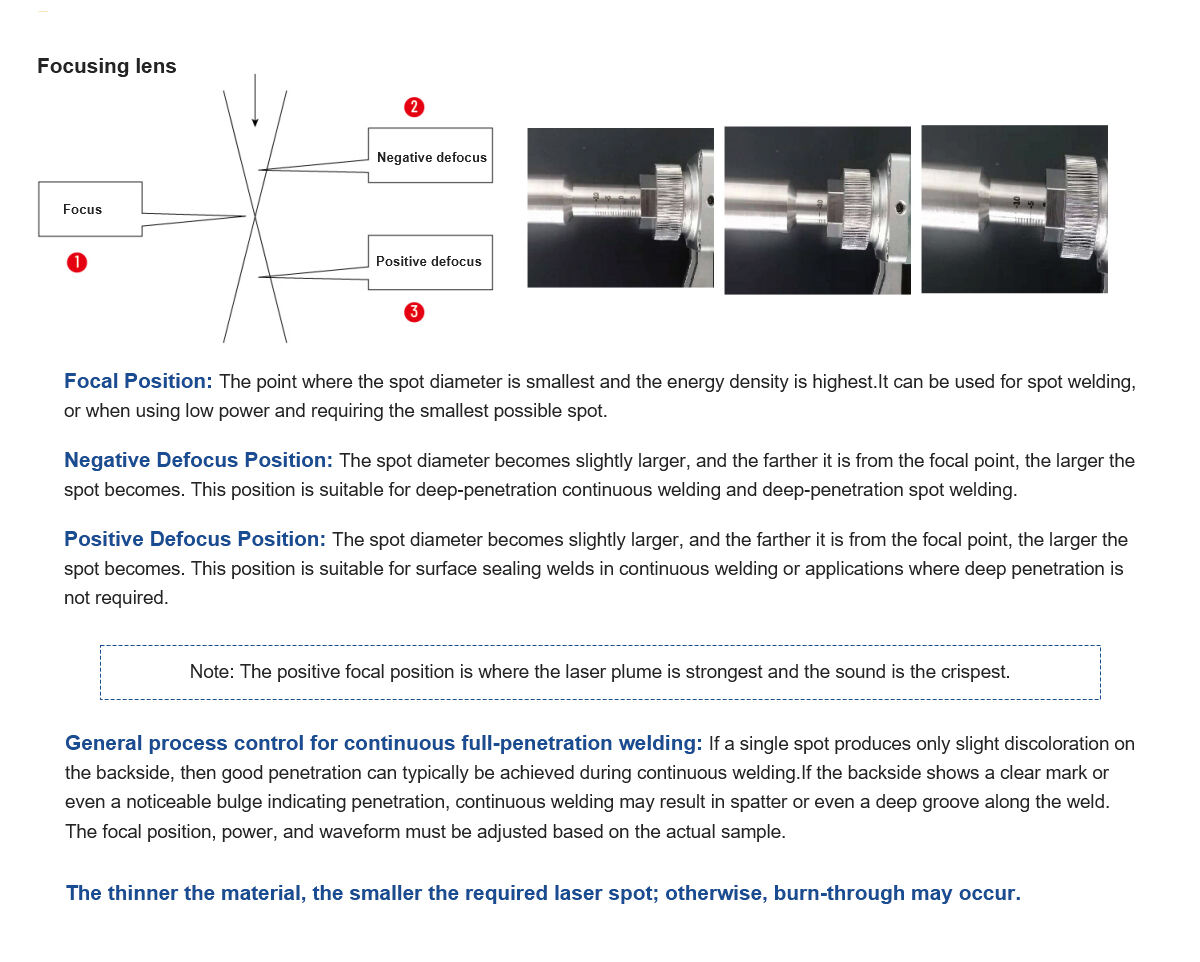
4. О фокусном положении

Примечание: различные модели оборудования используют разные градуированные трубки!
В нормальных условиях сварка выполняется в положении «0» на шкале трубки (обратите внимание, что метка «0» на шкале не означает фактическое фокусное расстояние, равное нулю; первоначальные характеристики лазера могут повлиять на это, поэтому решающее значение имеет реальная фокусная точка).
 Горячие новости
Горячие новости2025-11-01
2025-12-03
2025-12-01
2025-11-25