1. Brug af kobberdyse

Klassificeringen af kobberdyser er hovedsageligt baseret på, om trådtilførsel anvendes, tråddiameteren og svejsevinklen, som vist på ovenstående figur.
For eksempel bør en AS-12 kobberdys anvendes ved indvendig hjørnesvejsning med trådtilførsel ved brug af 1,0 mm svejsetråd.
2. Valg af svejsetråd
Afhængigt af det materiale, der skal svejses, skal forskellige svejsetråde (gasbeskyttede massivtråde) anvendes:
Rustfrit stål kræver rustfri svejsetråd, såsom ER304.
Kulstofstål/galvaniseret plade kræver kulstofsvejsetråd.
Aluminiumsmaterialer kræver aluminiumssvejsetråd (vi anbefaler at bruge 5-serie og højere aluminiumslegeringstråd, som har højere hårdhed og mindre tendens til at blokere).
3. Valg af beskyttelsesgas
De to almindelige muligheder er kvælstof og argon. Ved svejsning af rustfrit stål anbefaler vi at bruge kvælstof, da det giver bedre svejseresultater. Brug ikke blandede gasser eller kuldioxid.
Krav til gasforsyning: flowmåleren skal være indstillet til mindst 15 L/min, og manometeret skal vise mindst 3 bar.
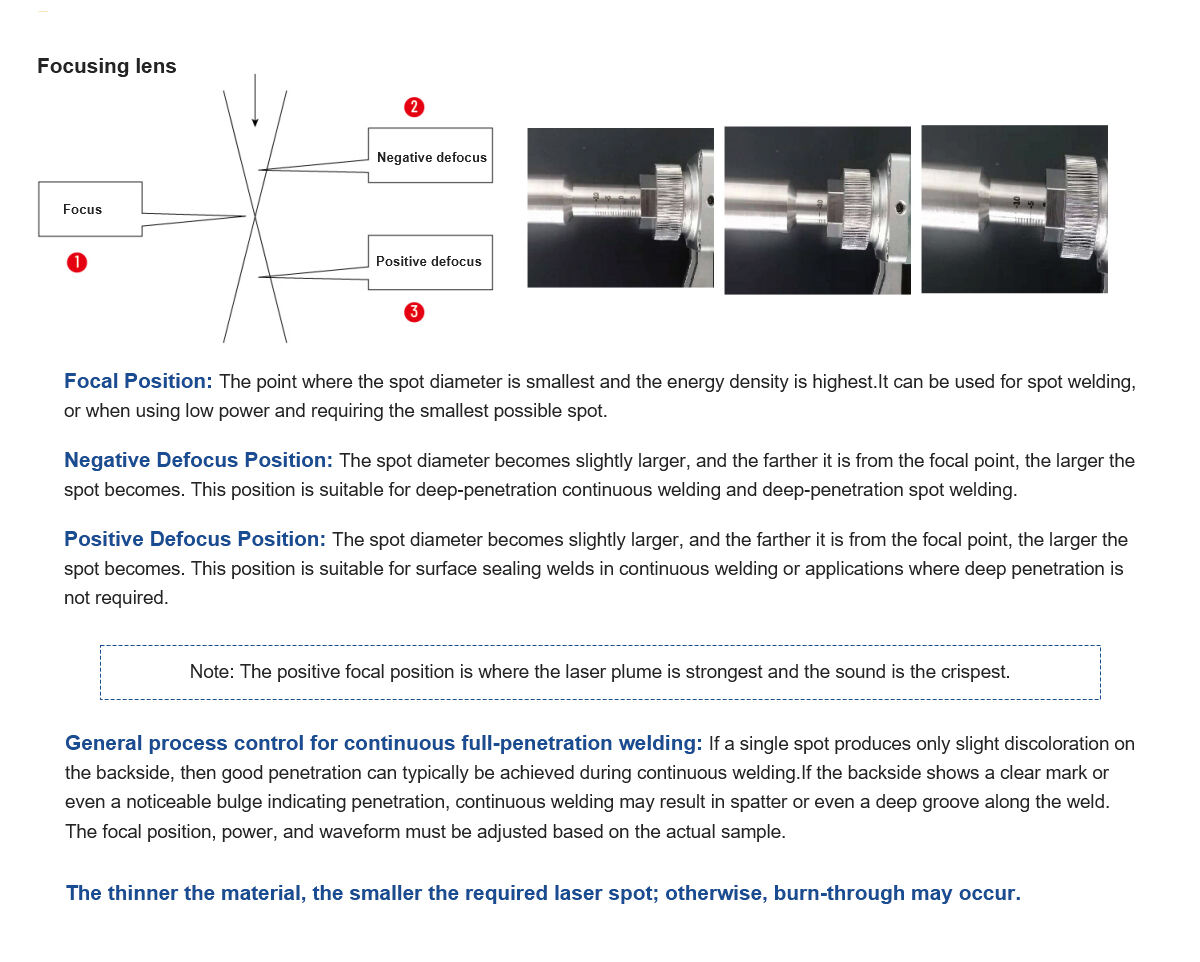
4. Om fokalpositionen

Bemærk: forskellige maskinmodeller bruger forskellige kalibrerede rør!
Under normale omstændigheder udføres svejsning i "0"-positionen på skalerøret (bemærk at "0"-markeringen på skalerøret ikke repræsenterer en faktisk fokaldistance på nul; de oprindelige laserparametre kan påvirke dette, så den faktiske fokuspunkt er afgørende).
 Seneste nyheder
Seneste nyheder2025-11-01
2025-12-03
2025-12-01
2025-11-25