1. Bruk av kobberdyse

Klassifiseringen av kopperdyser er hovedsakelig basert på om snoforsyning brukes, snodiameteren og sveisevinkelen, som vist i figuren ovenfor.
For eksempel bør en AS-12 kopperdys brukes ved innvendig hjørnesveising med snoforsyning ved bruk av 1,0 mm sveisesnor.
2. Valg av sveisesømtråd
Avhengig av materialet som skal sveisest, må ulike sveisesnor (gassbeskyttede faste snorer) benyttes:
Rustfritt stål krever rustfri sveisesnor, for eksempel ER304.
Karbonstål/galvanisert plate krever karbonstålssveisesnor.
Aluminiumsmaterialer krever aluminiumssveisesnor (vi anbefaler å bruke 5-serien og høyere aluminiumslegeringssnor, som har høyere hardhet og mindre tendens til å klemme seg fast).
3. Valg av beskyttelsesgass
De to vanligste alternativene er nitrogen og argon. For sveising av rustfritt stål anbefaler vi bruk av nitrogen, da det gir bedre sveiseresultater. Ikke bruk blandet gass eller karbondioksid.
Krav til gassforsyning: strømningsmeteret bør settes til minst 15 L/min, og manometeret bør vise minst 3 bar.
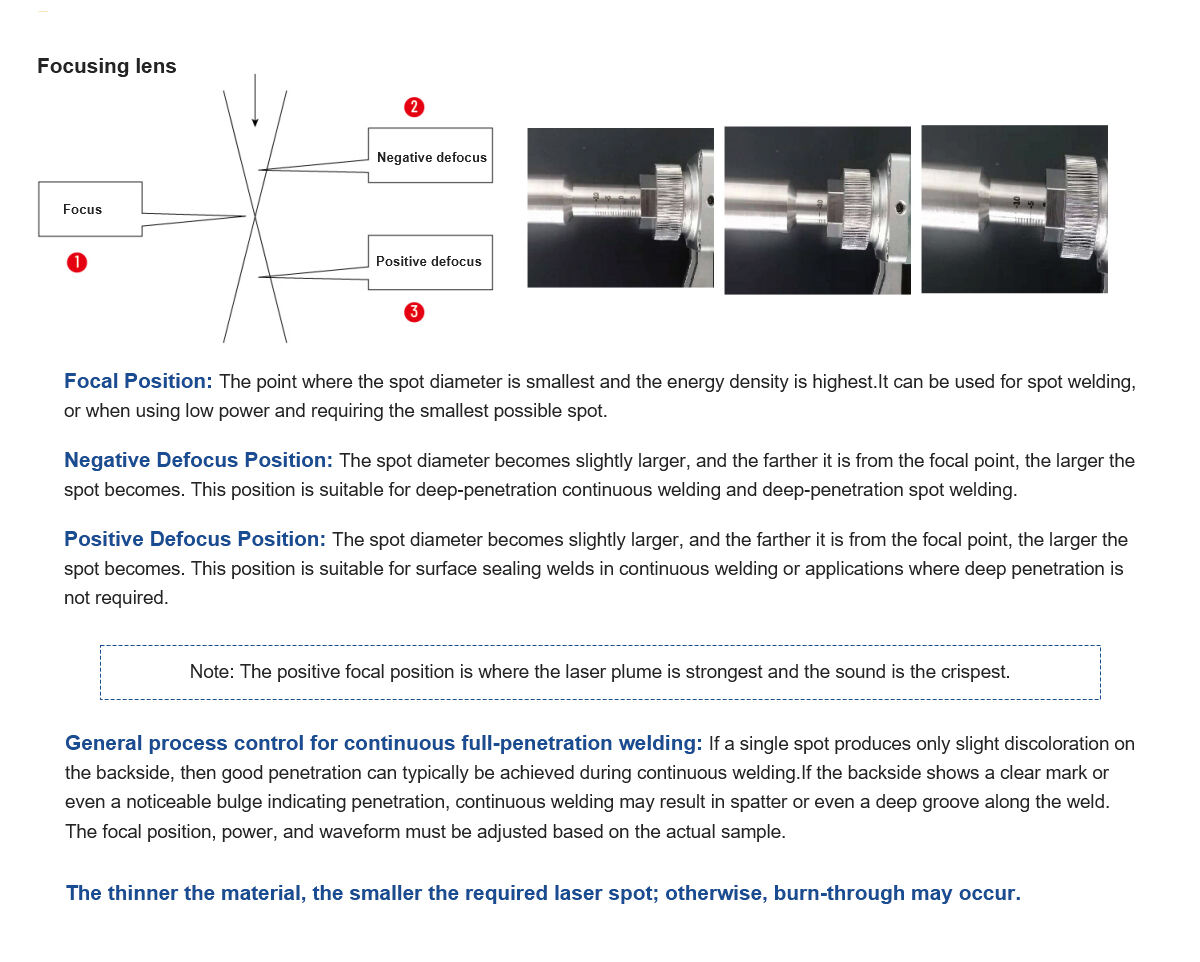
4. Om fokalposisjon

Merk: ulike maskinmodeller bruker ulike kalibrerte rør!
Under normale forhold utføres sveising på «0»-posisjonen på skalerøret (merk at «0»-merket på skalerøret ikke representerer en faktisk fokallengde på null; de opprinnelige lasersegenskapene kan påvirke dette, så det faktiske fokuspunktet skal gjelde).
 Siste nytt
Siste nytt2025-11-01
2025-12-03
2025-12-01
2025-11-25